關鍵詞:摩托車制動圈 機加工 表面粗糙度 優化工藝
制動鼓摩托車制動圈采用HT250鑄鐵,客戶要求機加工后除了控制加工尺寸和形位外,加工表面粗糙度也要滿足要求。摩托車制動圈加工后表面粗糙度不但對使用壽命有較大影響,對制動性能及制動噪聲也有影響。因此,摩托車企業對用HT250鑄鐵加工的摩托車制動圈表面粗糙度都有技術要求,粗糙度控制在1.6 μm≤Ra≤3.2 μm,同時滿足Rz≤10 μm和R≤12.5 μm。
1 問題發現
根據GB/T 1031-2009《產品幾何技術規范(GPS)表面結構輪廓法表面粗糙度參數及其數值》標準,關于粗糙度有幾個參數,其中在實際生產中作為產品評判用的主要有Ra、Rz和Rmax,根據表1所示的粗糙度對照表中各粗糙度參數的關系說明,Ra3.2 μm對應的Rz為12.5 μm。
摩托車制動圈機加工表面粗糙度的改進圖片1

通過對加工實物進行研究,充分運用質量分析工具對數據進行分析發現,加工面粗糙度Rz在產品加工到30件以后,情況惡化,數值急劇增高。現場分析認為,主要原因是使用的刀具是專門加工灰鑄鐵的,加工部位雖然主要是灰鑄鐵HT250,但有一小段鋁合金,加工過程中受鋁合金粘磨影響,刀尖產生積屑瘤,導致加工到一定程度后粗糙度不穩定。為此,在保證冷卻潤滑、切削速度、切深大小等工藝參數不變的情況下,換用另一種增加修光刃的刀片重新進行試驗,以加強對鑄鐵部位的修磨作用。從試驗結果看,Ra明顯優于原來的刀具,但Rz依然不穩定,而且個別有增大的趨勢,合格率雖然較之前有提升,但從圖1檢測儀器圖形來看,加工后的表面不是很平整,中間有許多的點是突然變化的,而且基本都是往下走。

對加工后的摩托車制動圈檢測粗糙度,發現粗糙度并未完全按表中的對應關系體現,因此,要使粗糙度控制在要求范圍內,必須找出原因進行改進,摩托車制動圈加工粗糙度數值對比如表2所示。
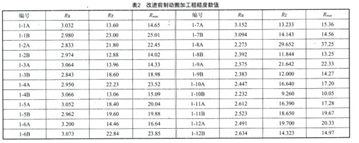
經分析認為,在實際生產中影響粗糙度的因素有很多,如刀片材料、形狀、冷卻潤滑情況、設備轉速、切削速度及切深大小等,這些參數要正確選擇,如表2中Ra是控制在3.2 μm內的,符合要求,但要重點調整Rz、兩數值。
2分析與改進
影響產品加工表面粗糙度的主要原因有原材料質量、工藝參數和使用刀具,按照此確立的方向,首先對不同批次的HT250材料進行了多次檢查,其成分、硬度、金相均符合技術要求,說明原材料比較穩定。
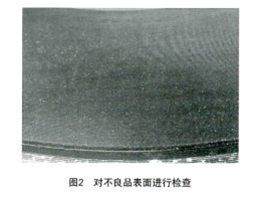
為此,筆者又對產品實物進行了剖面分析,在不良產品表面發現了許多小點,通過放大觀察,其表面有類似針孔一樣的現象在表面排列如圖2所示。
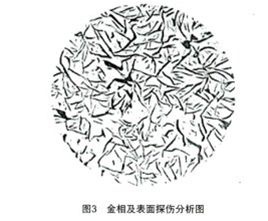
對不良產品中HT250材料進行金相及表面探傷分析如圖3所示,檢測結果表明,材料質量是在技術要求范圍內的,為此又對加工中變化的情況及一些細節進一步分析。通過對比試驗發現,之前考慮到提高粗糙度質量,刀具更換為帶修光刃的刀片,此類刀具刀尖半徑相對較小(車刀刀尖隨著圓弧的增大,徑向力也相應增大),為了減小徑向力,適當減小了刀尖圓弧半徑,導致在加工過程中刀具磨損速度不穩定,造成HT250材料中較粗石墨掉落現象,引起加工表面雖然產生了很多類似針孔,但探傷試驗為合格的現象。
在此基礎上,適當增大刀尖半徑到1.2 mm,并對現場加工工藝進行了調整,如加強冷卻和潤滑效果,合理的切削速度,規定刀具使用壽命等。經過在某車間1個月的使用,現場抽檢記錄反映,不良率從之前的64.5%下降到1.2%,其中最大值為Rz13.3 。
3結論
本次對鋁輪摩托車制動圈加工粗糙度的改進,通過合理的分析方法,選用合理的加工刀具,并對工藝參數進行優化,確保了粗糙度各參數受控,使加工的產品滿足客戶要求,也為以后解決類似問題奠定了基礎、積累了經驗。